









































































20 Jahre Erfahrung
Durch unsere langjährige Erfahrung bieten wir dir einen außergewöhnlichen Kundenservice und qualitativ hochwertige Produkte

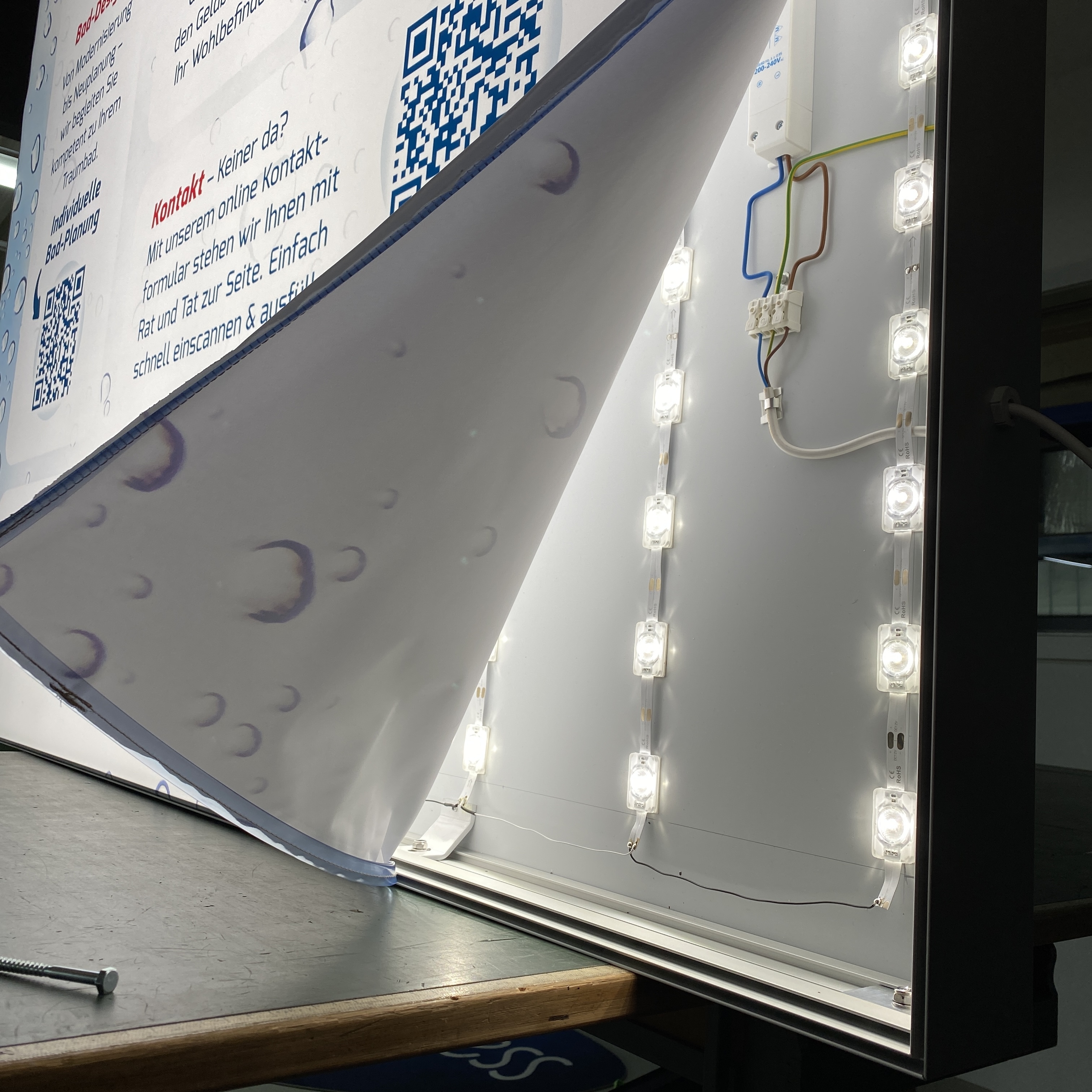
"Made in Germany"
All unsere Produkte werden in Deutschland produziert und hergestellt.
5000+ glückliche Kunden
Wir liefern unsere Produkte an verschiedenste Arztpraxen, Behörden, Museen, Hotels, Banken, Universitäten, namenhafte Unternehmen uvm.
Individuell nach Kundenwunsch
Alle Produkte können dem Kundenwunsch entsprechend, produziert und hergestellt werden.